
深孔攻牙存在的问题及解决方案
发布时间:2021-03-25来源:深圳市冠捷切削工具有限公司
当孔的深度大于丝攻外径两部或两倍以上时,我们称之为深孔攻牙,宜选择深孔用丝攻。
深孔攻牙时,我们常碰到以下两个问题
1. 丝攻容易折断.
2. 烂牙现象严重.
原因分析:
- 产生上述原因主要是深孔攻牙时,切屑因孔深而很难排出.原因有二:一是丝攻牙部较长,在切屑排出过程中,会受到丝攻后面多余牙部的阻挡,影响切屑正常排出;二是切屑在长距离运动中会断裂,就会失去后面切屑的推力,从而卡在孔内,滞屑会在攻牙过程中与丝攻同时滚动,一方面阻挡攻牙,另一方面搅烂了已经切削好的螺纹,
2.深孔攻牙时,切屑液很难跟随丝攻顺畅进入纵深位置,故丝攻在底部攻牙时会发热,加上孔深不易散热,丝攻会粘上部分切屑,同样会造成烂牙情形,严重时会造成丝攻阻力过大迫使丝攻折断。
解决方案:
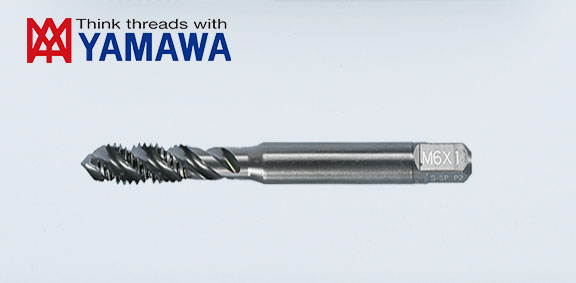
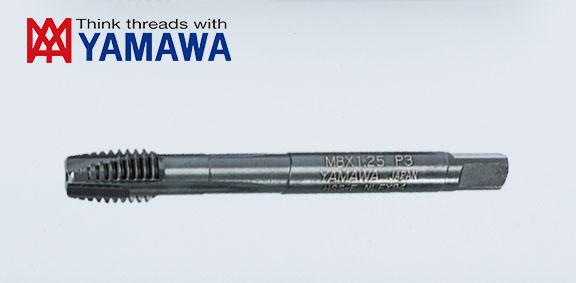
- 选择深孔专用丝攻,比如说:M2*0.4 的丝攻中,YAMAWA有一款深孔专用丝攻为S-SP M2*0.4(盲孔用);S-PO(N+PO)(通孔用) ,为深孔攻牙设计而生产.其原理为,该丝攻设计中,有效牙部较短(多余牙部会阻挡切屑排出),切削锋利,排悄槽设计较宽且延伸较长,具备深孔排屑攻能,适宜深孔攻牙。
2.采用挤压丝攻(无屑丝攻),无切屑产生,可避免切屑对攻牙干扰。